

Design to Destination
Case Medical is a vertically integrated manufacturer serving the healthcare community. Manufacturing products for instrument processing and infection prevention requires equipment, skilled professionals, access to raw materials, quality control and meeting stringent regulatory requirements. With so many different players and parts in the process, how can you be sure that your specific needs are met? One way is to find a vertically integrated supplier. Another is to have products with universal compatibility…
Benefits of vertical integration

Case Medical has been a vertically integrated medical device manufacturing company since its beginnings nearly 30 years ago. In our case, vertical integration also includes product development, validation, distribution channels, as well as design and manufacturing. Vertical integration is beneficial in many ways, especially for quality control and cost savings. Understanding more about vertical integration in manufacturing will help you see why Case Medical is the right supplier for your facility. We have FDA 510k for our SteriTite® reusable containers, that are compatible with every medical device that can be sterilized and every sterilization modality currently available. By controlling everything related to product development—and operations, Case Medical maintains complete quality control and regulatory compliance.
Innovation & Compatibility
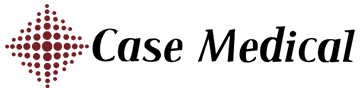
Case Medical enjoys significantly more control than we would if we were dependent on outside vendors. We can quickly respond to changes in the market and in customer needs and preferences. Case Medical recently received a suite of new claims from FDA for longer and smaller diameter lumened devices, additional sterilization cycles, and for compatiblity in low temperature sterilization using our SC05WG container. Ideal for the DaVinci scope and camera set.

The reality behind the hype
We understand that your mission is our mission. By creating innovative medical devices on time, every time we improve healthcare outcomes and meet the never ending challenges! Case Medical is an ISO certified, FDA registered medical device manufacturer and a U.S. EPA Safer Choice Partner of the Year. Our company supports continuous improvement in manufacturing and education for professional development.
Please reference our calendar of educational events. Meanwhile visit our website for links to Case Academy including our 2 hour online event "Sustainable Cleaning Chemistries for a Healthier World" for nursing and sterile processing credits.
For a behind the scenes peek visit Case Medical on YouTube
And visit us at www.casemed.com to learn more about our products and how they can help your facility lighten its impact on the environment for the good of us all.
Marcia Frieze and the Case Medical team


